PLA (or Polylactic Acid) is a great material to print with on the Ultimaker – in fact I would go as far as to say it is the recommended material to print with, especially if you’re just starting out. It has a lower melting point than ABS, and does in theory not need a heated bed to get good adhesion. It is ecologically sound and made from renewable resources such as corn starch or sugarcane. It comes in a rainbow of colours and some very cool speciality filaments (thermochromic, UV active, glow-in-the-dark and fluorescent to name but a few). It also does not smell as strongly as ABS when printing. You can even shred any failed prints and re-extrude them into beautiful fresh reels of filament if you happen to have a Filastruder.
As a downside, it is not as structurally strong as ABS or Nylon, so if you are making high impact engineering parts it might not be your best choice. Ditto any parts that need to withstand higher temperatures – the glass transition temperature (where it starts to go soft) for PLA is around the 70C mark, meaning if you were going to pour hot water into a receptacle made from PLA it would start to deform – not an ideal scenario. There is also the issue of long term material degradation – it has a limited shelf life, and in time parts printed with it will start to become brittle. I have not yet witnessed this effect personally, so it is not really a deterrent for me. PLA is also quite difficult, if not impossible, to print with an all-metal hotend, as clogs can form as a result of the higher operating temperature. The Ultimaker hotend is not all metal, so very well suited for PLA. Stringing and oozing are also more of an issue with PLA, due to its slightly ‘softer’ texture, but this can easily be countered by adjusting the retraction settings in your slicer software of choice, Cura in my case.
While my Ultimaker came with a reel of Ultimaker PLA, I had already ordered another brand of filament I had read a lot about on the forums. Faberdashery PLA filament is manufactured in the UK, so as green as it gets in terms of carbon footprint through long-distance shipping. It comes in an absolutely vast array of colours and finishes, and even better is sold by the meter with 5m being the minimum quantity you can order of any one colour. For someone like me, who makes very small shapes but wants to experiment with many different colours this is absolutely perfect. I initially ordered two of their sample packs, made up of 10m of 10 different colours, in both opaque and transparent. And what beautiful colours they contained! Here are just a few samples:

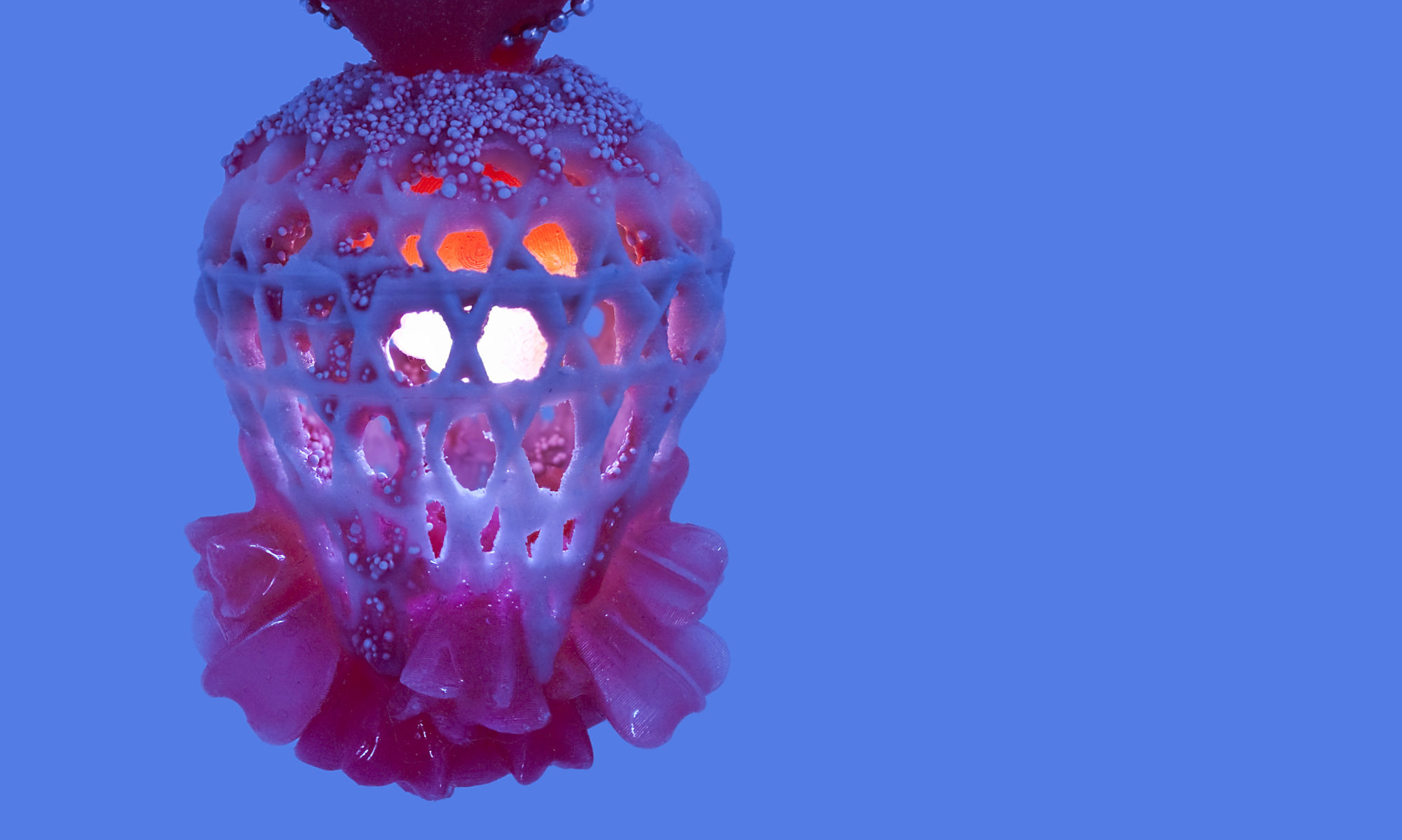
My aim is to eventually print a Hyperhive Cocoon in each colour I have. Unfortunately, thoughts of such a scientific methodology are easily interrupted by artistic exuberance, and things got the better of me when I started playing with changing the filament colour mid-print:

Faberdashery also do some very appealing metallics:

I can’t wait to try out all the other very appealing colours on their website!



